
SLA vs SLS vs SLM: Choose the Right 3D Printing Technique

Pick the perfect 3D printing method for your project with comparisons between SLA, SLS and SLM based on output quality, materials, speed, cost and more.
Introduction
There are multiple 3D printing techniques with distinct pros and cons for different applications.
Stereolithography apparatus (SLA), selective laser melting (SLM), and selective laser sintering (SLS) are three of the most known approaches. They differ in key aspects that determine their suitability for specific applications.
In this article, we’ll break down SLA, SLS, and SLM, compare them across key factors such as material choice, precision, part strength, finishing, cost, speed, and more, and provide guidance on when to choose each technology for your specific project.
SLA, SLS, and SLM: A Quick Overview
When it comes to 3D printing, distinguishing between technologies like SLA, SLS, and SLM can be tricky, especially since their names seem so similar.
In this section, we’ll break down the basic concepts behind these processes, so you have a clearer understanding before we explore the nuances of each one in detail later on.
Understanding the Terminology and Process Categories
You can notice this by the first glance: the first two letters of the abbreviations SLA, SLS and SLM are identical. However, upon closer examination, more fundamental differences emerge.
In SLS and SLM, “SL” stands for “selective laser” and implies closer relationship between the two methods, but this does not hold for SLA (Stereolithography).
Adding to the complexity, SLA and SLM technologies are also referred to by alternative names:
SLA:
SL
Vat photopolymerization
SLM:
Direct Metal Laser Sintering (DMLS)
Laser Powder Bed Fusion (LPBF)
Direct Metal Printing (DMP)
However, the underlying principles remain the same.
All three represent 3D printing technologies, share things in common and also vary in significant ways.
Organizing the comparisons into categories will help clarify their distinctions. To begin, we will look into how they are categorized as 3D printing processes.
Categories of 3D Printing Process
3D printing, also known as additive manufacturing (AM), refers to a suite of revolutionary techniques that rapidly prototype and produce parts directly from digital 3D models.
Different from subtractive methods that remove material from the feedstock, 3D printing builds parts up layer by layer using materials like plastic or metal powder.
The ISO/ASTM 52900:2015 terminology standard defines seven categories of additive manufacturing (AM) processes based on differences in the applicable materials and the techniques used to join the materials.
The seven categories of additive manufacturing processes, along with the example technologies for each, are as follows:

In this map, you can see:
SLS and SLM belong to the same powder bed fusion (PBF) process.
SLA is under a different category — VPP — and shares the same process with another famous AM method: digital light processing (DLP).
How SLA, SLS, and SLM Work
In a VPP process, SLA uses photopolymer resin and UV laser to solidify each layer. Here are some key details.
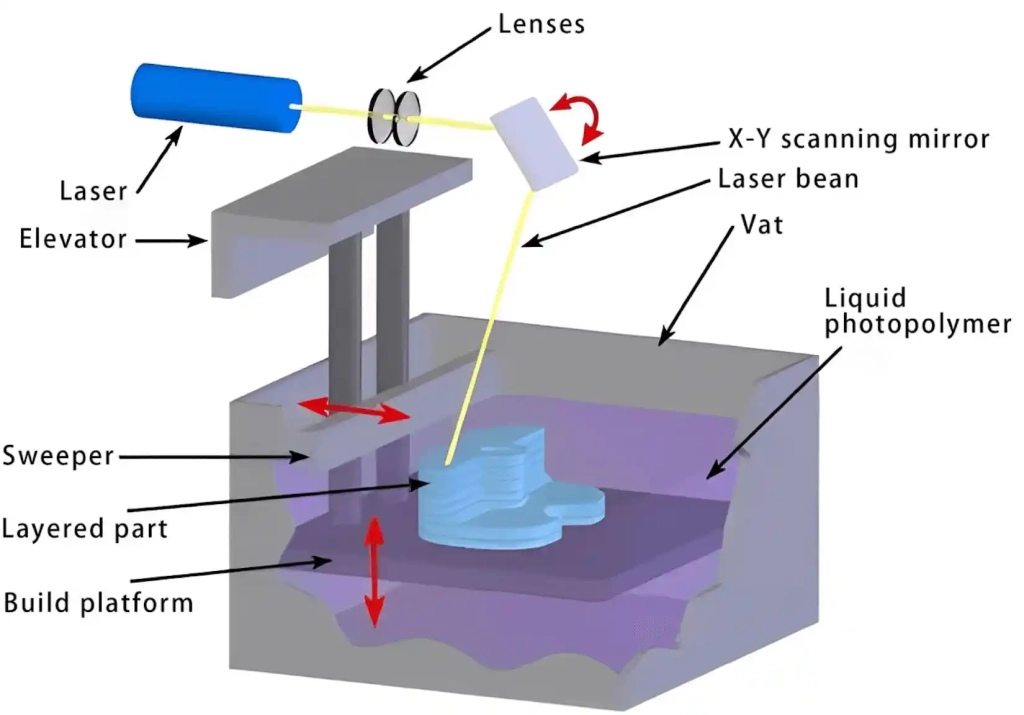
Source: custompartnet.com
SLA is an early and widely used 3D printing technology. SLA-1, which was introduced in 1987, is the world’s first commercial 3D printer.
SLA uses a vat of liquid photopolymer resin as the build material.
An ultraviolet (UV) laser traces and cures the first layer of the 3D model on the surface of the liquid resin. After curing a layer, the build platform lowers by one layer thickness into the resin vat. A wiper then coats a thin layer of liquid resin over the cured layer.
The UV laser then traces and cures the next layer, fusing it to the layer below. This process repeats layer by layer until the entire 3D part is cured from the bottom up.
Any excess uncured liquid resin is drained from the vat and washed away.
In a PBF process, SLS and SLM uses laser as the power to fuse powdered material into a solid 3D part, layer by layer. To be more specific:

Source: additively.com
A thin layer of powder - ranging from nylon or polyamide (SLS) and metal (SLM) - is spread over a build platform using a roller.
A high-power laser traces the cross section of the part for that layer based on a digital model. The energy source either partially melts the powder (SLS) or fully melts it (SLM) to fuse it together into a solid layer.
The build platform moves down and a new layer of powder is spread, then selectively fused to the layers below to build the 3D part, layer by layer.
Unfused exc ess powder acts as support material and can often be recycled.
A Brief Summary of SLA, SLS, and SLM
Having already explored the terminology and how these technologies work, let’s now see a simple, side-by-side overview of what each technology actually does.
SLA (Stereolithography)
Category: Vat Photopolymerization (VPP)
Materials: Liquid photopolymer resin
Pros: Exceptional surface finish, very high precision, ideal for visual models
Cons: Brittle materials, lower mechanical strength, not suitable for high-load engineering parts
Applications: Aesthetic prototypes, intricate models, high-detail parts
SLS (Selective Laser Sintering)
Category: Powder Bed Fusion (PBF)
Materials: Nylon (PA11, PA12), TPU, and other polymers
Pros: Strong and durable parts, no support structures needed, great for batch production
Cons: Grainy surface, lower detail than SLA, equipment is expensive
Applications: Functional prototypes, production-grade plastic parts, small- and medium-batch manufacturing
SLM (Selective Laser Melting)
Category: Powder Bed Fusion (PBF)
Materials: Metal powders (stainless steel, aluminum alloys, titanium alloys)
Pros: Produces fully dense metal parts, excellent strength and performance
Cons: High cost, slower printing speeds, limited materials compared to polymers
Applications: Functional metal prototypes, tooling, aerospace components, lightweight structures
SLA vs SLS vs SLM: A Detailed Comparison
Now that you have a basic understanding of these three technologies, it’s time to dive deeper and compare them across the most important factors.
From material choice and resolution to part strength and cost, and more, this section highlights the differences that matter most when selecting the right 3D printing method for your project.
Material Choice

SLA uses liquid photopolymers and resins as build material. There are many resins available for this 3D printing process, providing a wide range of options with different properties like heat resistance, high detail, durability, flexibility, and more.
SLS works with polymers, composites and several metal powders. Thermoplastics like thermoplastic polyurethane (TPU) and nylon are common with this method.
SLM is limited to metal powder. Some usual choices include stainless steel, titanium, aluminum, and maraging steel.
Browse through our wide selection of materials here, choosing properties to filter materials that meet your needs.
Resolution

Process | Resolution | Layer Thickness | Precision & Surface Smoothness | Print Detail |
|---|---|---|---|---|
±20 to ±100 microns | Thin | High precision and smooth surface finish | Source: formlabs | |
±20 to ±100 microns | Thin | High precision and smooth surface finish | Source: youtube.com | |
±100 to ±300 microns | Thicker | Lower precision and rougher surface compared to SLA and SLM | Source: makeagif.com |
Part Strength

Source: researchgate.net
SLA parts have the lowest strength due to the nature of the resin material — resins do not achieve full densification and typically contain voids. Besides, many resins are not thermally or chemically stable over extended time periods, leading to material degradation and changes in mechanical properties.
SLM produces the strongest 3D printed parts with strength close to conventional metal components due to fully melting metal powder, achieving nearly 100% density.
SLS achieves partial densification since particles are sintered but not fully melted. It is suitable for functional prototypes and jigs that require durability but not high load-bearing strength.
In a nutshell, generally speaking , in terms of part strength, SLM>SLS>SLA.
Geometry

SLM can print the most complex geometries of the 3 techniques, especially for metal parts. It can produce functional components with moving parts, intricate channels and hollow structures.

SLA resins have lower temperatures and viscosities, so they can produce moderately complex geometries with some overhangs and hollow areas. However, multiple materials are available to achieve some functional parts with composite resins.

SLS nylon powders have the highest viscosity of the 3 techniques, so they struggle the most with complex internal channels, moving parts and overhangs that require support structures. However, flexible nylon materials allow for some functional parts with hinges and joints.
Finishing
SLA parts typically come off the build platform with a smooth surface finish due to the liquid resin. Some SLA resins can produce glossy or matte finishes.
SLS and SLM parts often require post-processing like polishing, coating or vapor smoothing to achieve smooth functional finishes.
After these procedures, dyeing and painting may be applied to printed parts to achieve beauty or corrosion-prevention purpose.
The following table represents Unionfab's default finishing of products printed via SLA, SLS and SLM as well as other finishing sevices that we provide.
Process | Default Finishing | Other Finishings Provided |
|---|---|---|
SLA | Removal of support structures 
| Paint glossy |
SLS | Sandblasting 
| Dyeing |
SLM | Removal of support structures 
| Andoizing |
Speed
Generally, the length of time it takes to produce parts depends upon the complexity of the design and the size. Printing time can last anywhere from hours to weeks.
SLA 3D printed parts do not require tooling, reducing the manufacturing lead time from weeks to 2-3 days. SLS is also quite fast. Parts can be shipped within a week, about 3-4 days.
SLM usually takes longer, but Unionfab’s productivity enables us to deliver high-quality metal parts to customers in just a handful of days - often between 5 and 7 days.
Cost
The total cost of a 3D printed part is influenced by multiple factors and can be roughly broken down as follows:
Total Cost = Printing Cost (material price × part weight) + Post-Processing Cost + Packaging Fees + Shipping Fees + Customs Duty
Printing Cost
This is the core cost of producing the part and depends largely on the chosen technology and material:
SLA: Photopolymer resins are generally affordable, ranging from $50 to $150 per kilogram. SLA is ideal for small, highly detailed parts, so the overall cost scales with part size and resin volume.
SLS: Nylon powders (PA11, PA12, TPU) are mid-range in cost, typically between $80 and $200 per kilogram. SLS is more suited for functional parts, and larger or complex geometries can increase material usage and printing time.
SLM: Metal powders (stainless steel, aluminum, titanium) are premium materials, usually starting around $200–$500 per kilogram. Printing cost rises quickly with part size and density requirements, making SLM the most expensive option.
Example Calculation:
Material: SLA Resin
Price: $100 per kilogram
Part Weight: 50 grams (0.05 kg)
Printing Cost: 0.05 kg × $100/kg = $5
Even though SLA resin is cheaper than SLS powders or SLM metal powders, the final cost can increase for larger or highly complex parts.
Additional Cost Factors
Beyond printing, several elements affect the total cost:
● Post-Processing:
SLA: Cleaning and UV curing; minimal mechanical finishing.
SLS: Depowdering and optional surface smoothing.
SLM: Heat treatment or machining may be required for final tolerances.
● Packaging: Standard packaging is usually included. Custom or protective packaging, especially for fragile parts or large orders, may incur extra fees.
● Shipping: Costs vary based on destination, weight, and delivery speed. International shipments may significantly increase the final price.
● Customs Duty: International orders may be subject to import taxes or customs duties depending on local regulations.
Estimating costs for 3D printed parts can be tricky due to many variables. For a deeper dive into all the factors that influence pricing, check out our detailed guide on how much 3D printing costs.
Environmental Impact
SLA resins tend to have a lower environmental impact due to less material waste and potential for reuse. However, they contain toxic chemicals that require safe disposal.
SLS and SLM powders have a higher impact due to material production but benefit from powder recycling. The recyclability of the metal parts themselves partly offsets this.
Overall, none of the processes are inherently “green” and all benefit from material recycling, process optimization and transitions to sustainable feedstocks.
Industry Application
SLA is suitable for prototyping in many industries due to its ability to produce high-resolution parts using multiple resin materials. It is used in product design, toys, consumer goods, dental and hearing aids.

Product Design - Design models, form studies and fit/function prototypes for consumer products.
SLA is also widely used in car modification.
Toys - Miniatures, collectibles and playsets produced with SLA resin are with fine details.
Consumer Goods - Jewelry casting patterns, hearing aid shells and eyewear frames.
Dental - Custom dental crowns, bridges and veneers created from digital impressions and CAD designs.
SLS nylon and TPU parts are utilized for functional prototypes and low-volume production runs in industries like consumer electronics, product design, and medical. The durable, tensile parts can be manufactured cost-effectively in flexible materials.

Electronics - Enclosures, mounts and housings for circuit boards, batteries and wiring.
Footwear - SLS is well suited for footwear design due to its ability to print flexible TPU materials and enable rapid design iterations - all valuable capabilities for shoe prototyping and production.
Medical - Surgical guides , drill jigs and models used for pre-operative planning and implant placement.
SLM is often used for high-strength metal parts in industries like aerospace, automotive and medical devices due to its ability to produce functional metal components. It can create complex geometries for drone frames, engine components and surgical tools.

Aerospace - Complex metal lattice structures for 3D printed jet engine turbine blades like those made by GE Aviation. Titanium brackets for spacecraft.
Automotive - High-strength metal parts like injection molds, connectors and hydraulics. Porsche has used 3D printed aluminum parts in their cars.
Medical - Implants like knee replacements, hip stems and dental implants.
When to Choose SLA, SLS, or SLM
Now that you’ve seen a detailed comparison of SLA, SLS, and SLM, it’s time to bring it all together. Choosing the right 3D printing technology depends on the specific needs of your project—from material requirements and part strength to production volume and budget.
Here’s a practical guide to help you decide which technology fits best.
Choose SLA if:
You need high-detail, visually impressive parts. SLA excels at producing smooth surfaces and intricate features, making it ideal for aesthetic prototypes, display models, or intricate jewelry designs.
Mechanical strength is not the primary concern. SLA parts are brittle compared to SLS or SLM, so they’re best for parts that won’t undergo heavy loads.
Your parts are relatively small. Large SLA prints can be costly and time-consuming.
Choose SLS if:
You require strong, functional plastic parts. SLS prints durable components that can handle moderate mechanical stress, making it perfect for functional prototypes and small batch production.
You want complex geometries without support structures. Powder bed fusion allows overhangs and intricate shapes without extra scaffolding.
Speed and scalability matter. SLS can efficiently produce multiple parts in a single build, especially for medium-sized batches.
Choose SLM if:
You need fully dense metal parts. SLM is the go-to choice for stainless steel, aluminum, or titanium parts with excellent mechanical properties.
Your project demands functional metal prototypes, tooling, or lightweight structural parts. SLM parts can be used directly in high-performance applications.
Budget and production time are flexible. Metal printing is expensive and slower than plastic methods, so SLM is best for specialized, high-value projects.
For more detailed insights on each technology, you can explore our in-depth guides on SLA, SLS, and SLM, respectively.
Conclusion
SLA uses UV light to cure liquid photopolymer resins, layer by layer. It produces parts with highest accuracy, precision and surface finish but lower durability. SLA’s features making it best for visual prototypes, models, products requiring good aesthetics but not high strength.
SLS uses laser to sinter polymer powder. It can offer durability and suitable for functional prototypes and low-volume production.
SLM uses high-powered laser to fully melt metal powder, layer by layer. It produces dense, functional metal parts suited for demanding applications like load-bearing metal components, tools and machinery.

Join Unionfab Partner Program
FAQs
What are the merits and demerits of thin layer thickness?
Finer layer thickness provides several advantages for 3D printed parts:
Higher resolution: Since the laser or light can focus on a smaller area, thinner layers enable smaller details and higher resolution parts.
Improved surface finish: The stair-stepping effect between layers is reduced with thinner layers, providing a smoother surface.
Greater precision and accuracy: Each layer introduces less deviation, enabling more precise dimensions when layers are stacked up.
However, thinner layers also have some drawbacks:
Longer print times: Since more layers are needed to build the same part thickness, printing takes longer with thinner layers.
Narrower process windows: Maintaining stable parameters like laser power and scan speed becomes more difficult with thinner layers.
Do note that thinner layer does not guarantee stronger or weaker printed parts. Different heights of layer introduce the tradeoff between material extrusions and cross-section.
The optimal layer thickness depends on balancing these benefits and flaws based on the requirements of the specific part and application.
What are the key considerations for choosing the optimal 3D printing method for your project?
Material requirements - What material properties do you need? Strength, flexibility, biocompatibility, etc. Each method has specialized materials.
Output quality - What resolution, surface finish and dimensional accuracy is required? SLA can produce the most precise parts while SLS has a rougher finish.
Production volume - How many parts do you need to produce? SLA is best for prototypes while SLM and SLS can produce mid-to-high volume runs.
Timescale - Do you need parts quickly or is a longer timeframe ok? SLA and SLM print faster than SLS generally.
Cost - Consider the cost of the printer, material and part production for your expected volume of parts. SLS tends to have lower material costs.
Post-processing - Some methods require more post curing, support removal and surface finishing of parts. Consider resource and time needs.
Design freedom - Some methods allow printing of more complex geometries with moving parts and thicker walls.
Repeatability - How consistent do you need print quality to be for functional parts? Some techniques offer better run-to-run repeatability
Is SLM the same as SLS?
No, SLM (Selective Laser Melting) is not the same as SLS (Selective Laser Sintering), although they are similar and both belong to the category of Powder Bed Fusion, PBF (or LPBF, Laser Powder Bed Fusion) .The followings are their key differences:
Material State:
SLM: Fully melts the metal powder using a high-powered laser, resulting in a completely solid and dense metal part.
SLS: Partially melts or sinters the powder, which is usually made of plastics, nylon, or other non-metal materials, to fuse the particles together.
Material Types:
SLM: Primarily used for metals (e.g., aluminum, titanium, stainless steel).
SLS: Generally used for polymers and composite materials.
Density and Strength:
SLM: Produces parts with higher density and mechanical strength because the material is fully melted and solidified.
SLS: Produces parts that may have some porosity due to the sintering process, which may result in slightly lower strength compared to fully melted materials.
In summary, while SLM and SLS share similar principles, they differ in their material handling and the state to which the material is processed during printing.
What are the differences between SLS, SLA, and FDM?
SLS uses a laser to sinter nylon powder, SLA cures liquid resin with UV light, and FDM extrudes melted thermoplastic filament. SLS offers strong, functional parts; SLA provides high detail and smooth surfaces; FDM is the most affordable but has lower precision.
What are the differences between SLS, SLA, and MJF?
SLS and MJF both print nylon powder, but MJF uses inkjet fusing agents for faster, more uniform prints. SLA uses liquid resin and produces higher detail but less durable parts. MJF is typically fastest for batch production.
What is the difference in strength between SLS and SLA prints?
SLS prints are stronger and more durable because sintered nylon is tough and isotropic. SLA prints are more brittle and better suited for visual models or precision parts rather than load-bearing use.
What is the difference in cost between SLS and SLA printing?
SLA is generally cheaper for single prototypes due to lower material and machine costs. SLS becomes more cost-effective for batch production because multiple parts can be packed tightly in one build.
What are the differences between SLA and DLP?
Both use resin, but SLA cures resin with a laser scanning point-by-point, while DLP cures entire layers at once using a digital projector. DLP is usually faster and better for small, detailed parts, while SLA offers more consistent accuracy across larger prints.
What is the difference between sintering and melting in 3D printing?
Sintering fuses powder particles together without fully melting them (used in SLS). Melting fully liquefies the material before solidifying it (used in SLM). Melting produces stronger, fully dense parts, while sintering is faster and works well for polymers.